

There are many ways to make a bicycle. Each modality of construction is either driven by efficiency of construction or the material being used – and sometimes both. Steel bikes were originally brazed, but now mostly TIG welded. Titanium can ONLY be TIG welded, that is unless you’re Bruce Gordon and decide to make a lugged Ti bike, but I’m fairly certain he’s the only one that has pulled that off.

Photo : Red Kite Prayer article Bruce Gordon in two bikes.
For a long time the goal when making carbon fiber bikes was to mold the largest, most continuous frame section possible in order to maximize the amount of continuous fiber in the frame. That is, carbon strands that are intact and uninterrupted. However, with the increasing use of unidirectional carbon fiber and complex layup schedules, continuous fiber has become less of a primary focus. Sure, it’s not good to carelessly cut or interrupt fibers, but it is possible to do so without a deleterious effect on the overall structure.
The original Argonaut carbon road frame was made in a similar fashion as most high-end production carbon frames. That is, we molded complete frame sections and bonded them together. For example, the top tube, head tube, and first 1/3 of the downtube were molded as a single piece. The primary advantage of this style of construction is being able to closely control the layup schedule through the frame intersections.
The bladder molding consists of laying carbon on a latex bladder, then placing that carbon wrapped bladder in an aluminum, clamshell mold. The mold is heated to cure the pre-impregnated carbon while the bladder is inflated to compress the layers of carbon together. A high amount of pressure is necessary to compress the layers of carbon in order to produce a high strength part. The bladder is inflated to about 220 psi, and nearly eliminates all voids, or bubbles between the layers of carbon. The key word here is nearly. An undersized or poorly made bladder can result in dry spots on the surface of the part, or worse, an inter laminate void.

Original Frame Section
It is the goal here at Argonaut to build the perfect bicycle. Perfection is a journey rather than a destination, and the next step in our journey is the pursuit of perfect frame parts. A perfect frame part has no voids, no imperfections, and every strand of carbon stays where intended. This brings me to the new modality of Argonaut frame technology – tubes. Tubes, bicycles, and new are three things that don’t really go together. An assembly of tubes has been the basic, primary structure of a bicycle frame since the beginning. It is our pursuit of perfection that brought us back to this most basic component. This picture says it all.
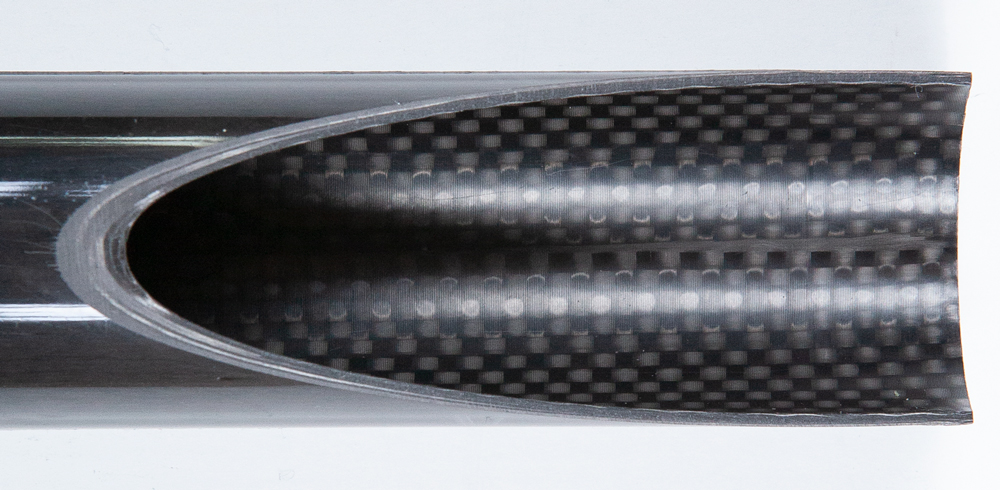
Flawless inside and out
New tube on the left and original frame section on the right.
Right?! Isn’t that crazy? These parts look like a different material altogether relative to their bladder molded cousins. Our new method for making tubes is a molding process called differential expansion. Rather than relying on an inflatable latex bladder, we’re laying plys on a Delrin, or resin plastic, mandrel. When heated the Delrin mandrel expands inside the aluminum cavity creating compression. When first put into the mold, the carbon and mandrel fill up the cavity completely, leaving no room for the fibers to be distorted or wander. The entire mold is sealed using silicone piping and o-rings. When heated to the cure temperature of 250*F, the silicone seals the mold and the entire system pressurizes. The Delrin expands and creates an enormous amount of pressure inside the mold – upward of 600 psi. This amount of pressure has an effect on air bubbles like pulling a balloon to the bottom of the ocean. Any air trapped between the layers of carbon, like the air in the balloon, is compressed to the point of disappearing entirely. The result is a100% void free, perfect part.
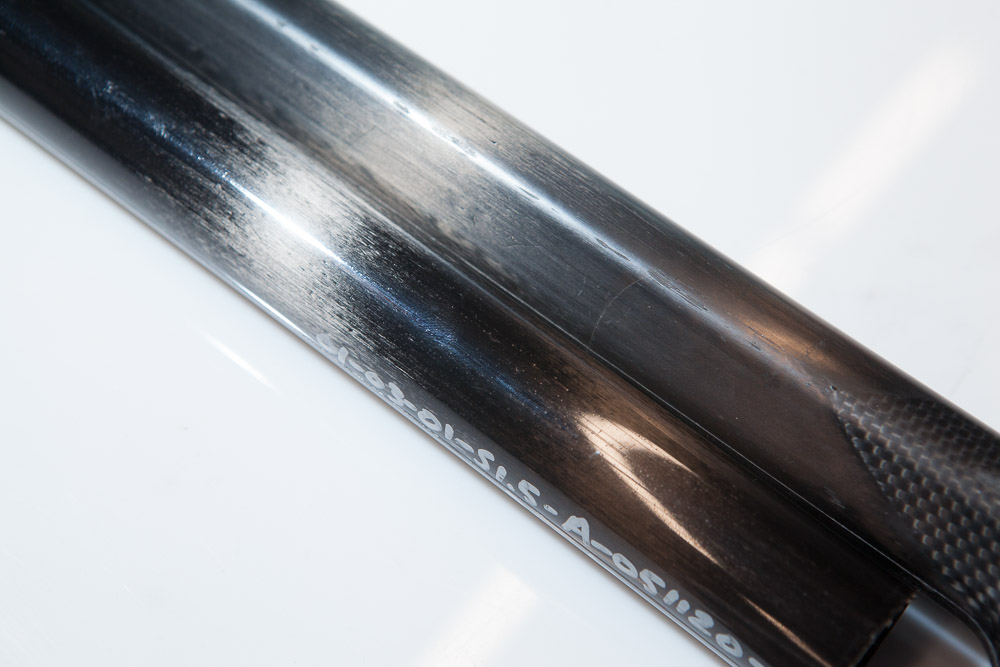
Finished flawless tube in the mold.
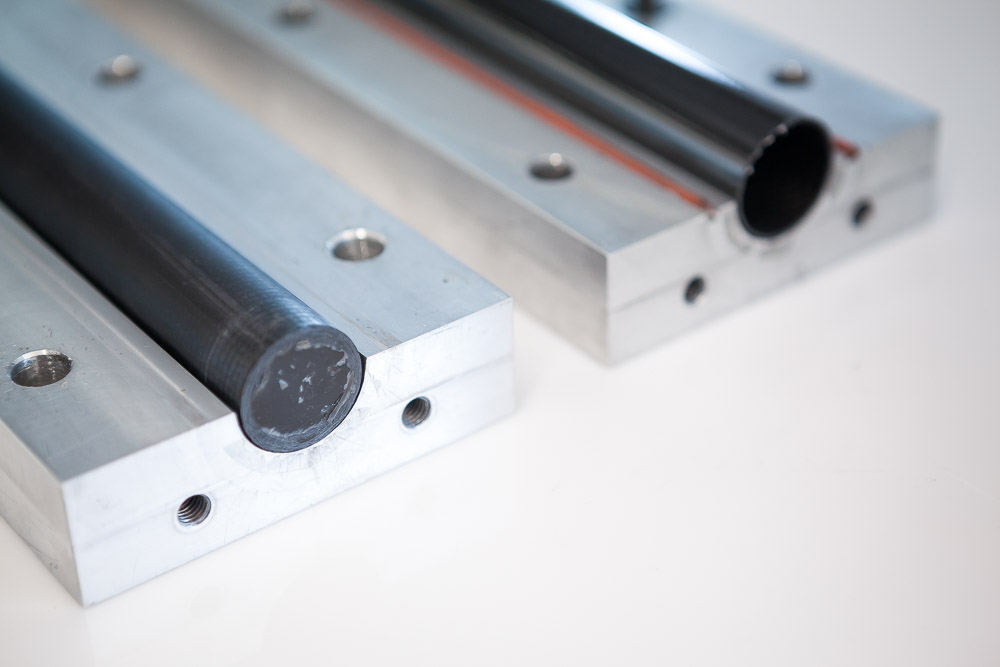
Delrin mandrel on the left in one half of the mold and a finished tube in the other half on the right.
The desire for perfect frame parts is what drove our decision and development of this molding technology. Next week, I’ll get into how we make the junction areas that complete the frame.
Thanks for reading!
